
Hệ thống sơn bảo vệ kết cấu thép nhà máy nhiệt điện — Tiêu chuẩn kỹ thuật và lựa chọn vật liệu đúng
Hướng dẫn chuyên sâu cho kỹ sư giám sát, ban quản lý dự án và nhà thầu thi công
Kết cấu thép trong nhà máy nhiệt điện là một trong những hạng mục chịu điều kiện làm việc khắc nghiệt nhất trong ngành công nghiệp. Nhiệt độ cao từ lò hơi, ống khói; hơi nước, khí thải có tính axit; bụi than và hóa chất bay lơ lửng; cùng với độ ẩm thay đổi liên tục — tất cả tạo nên môi trường ăn mòn vô cùng phức tạp. Một sai lầm trong lựa chọn hệ sơn có thể khiến chủ đầu tư phải chi hàng tỷ đồng cho việc sửa chữa, bảo trì sau chỉ 3–5 năm vận hành.
Bài viết này phân tích chi tiết hệ thống sơn bảo vệ kết cấu thép cho nhà máy nhiệt điện theo tiêu chuẩn quốc tế ISO 12944, so sánh các giải pháp sơn của Jotun và Nippon, đồng thời cung cấp các lưu ý quan trọng trong thi công mà nhiều dự án thường bỏ sót.
1. Đặc thù môi trường ăn mòn trong nhà máy nhiệt điện
Trước khi lựa chọn hệ sơn phù hợp, kỹ sư cần hiểu rõ các tác nhân ăn mòn đặc trưng của nhà máy nhiệt điện. Khác với nhà xưởng thông thường, môi trường nhà máy nhiệt điện có sự kết hợp đồng thời của nhiều yếu tố:
1.1. Tác động nhiệt độ cao
Các kết cấu thép bao quanh lò hơi, ống khói chính, hệ thống dẫn hơi và đường ống dẫn khí thải có thể chịu nhiệt độ liên tục từ 200°C đến 600°C. Tại các vị trí gần ống khói, nhiệt độ bề mặt thép có thể vượt 400°C trong nhiều giờ liên tục. Sơn thông thường sẽ phồng rộp, cháy hoặc bong tróc hoàn toàn ở mức nhiệt này.
1.2. Khí thải và hơi axit
Khói thải từ quá trình đốt than chứa SO2, NOx và các hợp chất sulfur. Khi tiếp xúc với hơi ẩm, các khí này tạo thành axit sulfuric và axit nitric loãng — tác nhân ăn mòn cực mạnh đối với thép kết cấu. Tại Việt Nam, các nhà máy nhiệt điện than như Vĩnh Tân, Duyên Hải, Mông Dương đều ghi nhận tốc độ ăn mòn vượt mức trung bình nếu không có hệ sơn bảo vệ phù hợp.
1.3. Môi trường biển kết hợp công nghiệp
Phần lớn nhà máy nhiệt điện than ở Việt Nam được xây dựng ven biển để thuận lợi cho việc nhập than và xả nước làm mát. Điều này khiến kết cấu thép phải chịu đồng thời môi trường biển (clo, muối) và môi trường công nghiệp (axit, nhiệt) — phân loại C5-M theo ISO 12944 và là môi trường ăn mòn cao nhất.
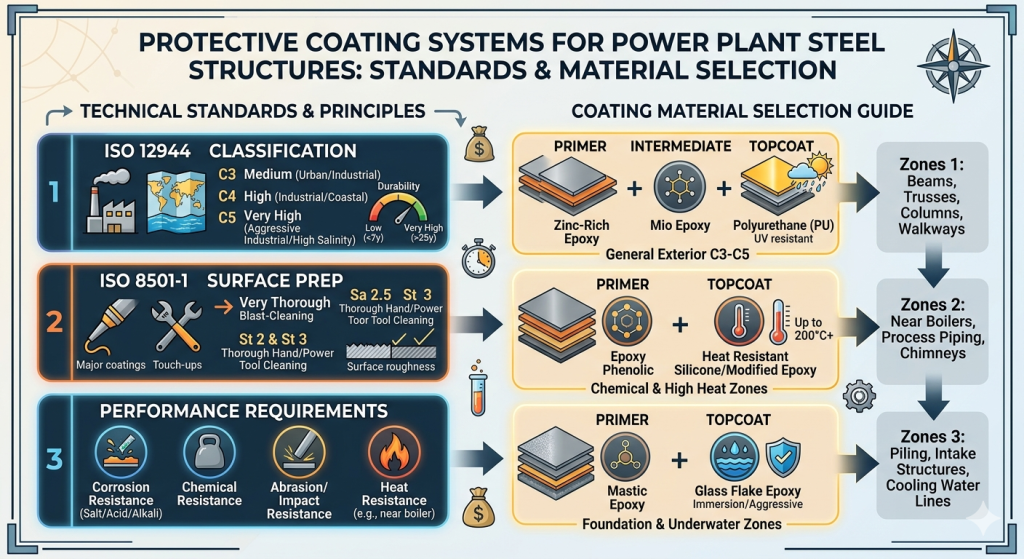
2. Tiêu chuẩn ISO 12944 áp dụng cho nhà máy nhiệt điện
ISO 12944 là tiêu chuẩn quốc tế về bảo vệ kết cấu thép bằng hệ sơn, được áp dụng phổ biến trong các dự án công nghiệp lớn tại Việt Nam, đặc biệt là các dự án có vốn đầu tư nước ngoài hoặc do tổng thầu EPC quốc tế thi công.
2.1. Phân loại môi trường ăn mòn
Theo ISO 12944-2, môi trường ăn mòn được phân thành 6 mức độ. Bảng dưới đây tóm tắt các mức độ áp dụng cho nhà máy nhiệt điện:
| Cấp độ | Mức ăn mòn | Vị trí áp dụng tại nhà máy | Tuổi thọ kỳ vọng |
| C3 | Trung bình | Khu vực hành chính, kho phụ trợ | 15–25 năm với hệ sơn chuẩn |
| C4 | Cao | Nhà tuabin, khu vực than, băng tải | 10–15 năm |
| C5-I | Rất cao (công nghiệp) | Khu vực lò hơi, ống khói, FGD | 7–10 năm |
| C5-M | Rất cao (biển) | Kết cấu thép ngoài trời, cảng nhập than | 7–10 năm |
| CX | Cực cao | Vùng giao động sóng, ngâm nước biển | 5–7 năm |
Phần lớn kết cấu thép của nhà máy nhiệt điện ven biển Việt Nam thuộc cấp C5-M hoặc kết hợp C5-I + C5-M, đòi hỏi hệ sơn 3 lớp với tổng chiều dày màng sơn khô (DFT) tối thiểu 280–320 micromet.

2.2. Yêu cầu chuẩn bị bề mặt theo ISO 8501-1
Đây là khâu quan trọng nhất quyết định tuổi thọ hệ sơn nhưng lại thường bị bỏ qua hoặc làm sơ sài tại các công trình. ISO 8501-1 quy định 4 mức độ làm sạch bề mặt thép bằng phun cát/bi:
- Sa 1: Làm sạch nhẹ — không phù hợp cho nhà máy nhiệt điện
- Sa 2: Làm sạch kỹ — chỉ áp dụng cho hạng mục C3 trở xuống
- Sa 2.5: Làm sạch rất kỹ — yêu cầu tối thiểu cho hệ sơn epoxy nhà máy nhiệt điện
- Sa 3: Làm sạch tới ánh kim — bắt buộc cho các hạng mục C5-M ngoài trời và CX
3. Hệ sơn 3 lớp chuẩn cho kết cấu thép nhà máy nhiệt điện
Hệ sơn bảo vệ kết cấu thép nhà máy nhiệt điện theo chuẩn ISO 12944 luôn bao gồm 3 lớp với chức năng riêng biệt. Mỗi lớp có vai trò không thể thay thế.
3.1. Lớp lót (Primer) — Lớp chống ăn mòn cốt lõi
Lớp lót có nhiệm vụ bám chắc vào bề mặt thép và cung cấp khả năng chống ăn mòn điện hóa. Đối với nhà máy nhiệt điện ven biển, hai loại lớp lót thường được khuyến nghị:
Sơn lót giàu kẽm vô cơ (Inorganic Zinc Silicate) — như Jotun Resist 86. Lớp lót này tạo bảo vệ catod cho thép, kẽm hy sinh trước khi thép bị ăn mòn. Chiều dày khô khuyến nghị: 65–75 micromet. Đây là lựa chọn cao cấp nhất, được sử dụng cho các dự án EPC quốc tế.
Sơn lót giàu kẽm hữu cơ (Organic Zinc Epoxy) — như Jotun Resist 78 hoặc Nippon dòng Zinc-rich Epoxy. Cơ chế bảo vệ tương tự nhưng dễ thi công hơn, chi phí hợp lý hơn. Chiều dày khô: 60–80 micromet.
3.2. Lớp trung gian (Intermediate) — Lớp chắn cản
Lớp trung gian là lớp dày nhất trong hệ sơn, có nhiệm vụ tạo hàng rào ngăn cản hơi ẩm, oxy và các chất ăn mòn xâm nhập đến lớp thép. Sơn epoxy mastic là lựa chọn phổ biến nhất:
- Jotun Jotamastic 90: Sơn epoxy 2 thành phần, hàm lượng rắn cao, có thể thi công ở nhiệt độ bề mặt thấp tới 0°C. Chiều dày khô khuyến nghị: 125–150 micromet một lớp.
- Jotun Penguard HB: Epoxy 2 thành phần đa dụng, hiệu quả tốt cho cả môi trường khí quyển và ngâm nước. Phù hợp cho phần kết cấu thép có khả năng tiếp xúc với nước làm mát.
- Nippon dòng Industrial Epoxy: Tương đương về thông số kỹ thuật, chi phí thường thấp hơn 10–15% so với Jotun, phù hợp cho các dự án ngân sách trung bình.
3.3. Lớp phủ (Topcoat) — Lớp chịu thời tiết và thẩm mỹ
Lớp phủ có nhiệm vụ chịu tia UV, giữ màu và tăng tính thẩm mỹ. Đối với nhà máy nhiệt điện, có hai dòng sơn phủ chính:
Polyurethane (PU) — như Jotun Hardtop XP hoặc Hardtop AS. Khả năng giữ màu vượt trội, chịu UV tốt, là lựa chọn tiêu chuẩn cho mọi dự án EPC. Chiều dày khô: 50–75 micromet.
Sơn chịu nhiệt silicone-acrylic — như Jotun Solvalitt Midtherm (chịu 540°C) hoặc Solvalitt (chịu 600°C). Bắt buộc sử dụng cho ống khói, đường dẫn hơi nóng và bề mặt nhiệt độ cao. Nippon S450 Heat Resisting (chịu 300°C) là lựa chọn cho các vị trí nhiệt độ thấp hơn.
4. So sánh hệ sơn Jotun và Nippon cho dự án nhiệt điện
Cả Jotun và Nippon đều là các thương hiệu uy tín được sử dụng trong nhiều dự án nhà máy điện tại Việt Nam. Bảng dưới so sánh hai hệ sơn tương đương cho cấp độ C5-M:
| Tiêu chí | Jotun (cao cấp) | Nippon (tối ưu chi phí) |
| Lớp lót | Resist 86 (Zinc Silicate) — 75µm | Nippon Zinc-rich Epoxy — 75µm |
| Lớp trung gian | Jotamastic 90 — 150µm | Nippon Industrial Epoxy MIO — 150µm |
| Lớp phủ | Hardtop XP (PU) — 60µm | Nippon Polyurethane Topcoat — 60µm |
| Tổng DFT | 285 micromet | 285 micromet |
| Tuổi thọ thiết kế | 12–15 năm cho C5-M | 10–12 năm cho C5-M |
| Chứng chỉ | ISO 12944, NORSOK M-501 | ISO 12944 |
| Giá vật tư (tham khảo) | Cao | Thấp hơn 15–20% |
Lựa chọn giữa Jotun và Nippon nên dựa trên ngân sách, yêu cầu chứng chỉ của chủ đầu tư và đặc thù dự án. Các dự án EPC do nhà thầu Hàn Quốc, Nhật Bản thi công thường yêu cầu Jotun, trong khi các dự án nội địa hoặc mở rộng có thể sử dụng Nippon để tối ưu chi phí mà vẫn đảm bảo chất lượng.

5. Năm lưu ý thi công thường bị bỏ sót tại công trường
Sau hơn 15 năm phân phối sơn cho các công trình công nghiệp, chúng tôi nhận thấy phần lớn sự cố sơn bong tróc, phồng rộp tại nhà máy nhiệt điện không xuất phát từ chất lượng sơn mà từ những lỗi thi công sau:
5.1. Không kiểm soát điểm sương
Theo khuyến nghị của Jotun, nhiệt độ bề mặt thép phải cao hơn điểm sương ít nhất 3°C. Tại các công trường ven biển miền Trung như Vĩnh Tân, Vũng Áng, độ ẩm thường vượt 85% vào sáng sớm và chiều tối — đây là khoảng thời gian tuyệt đối không được thi công sơn nếu không có biện pháp che chắn và điều hòa nhiệt độ.
5.2. Bỏ qua chiều dày màng sơn ướt (WFT)
Thợ thi công cần kiểm tra WFT bằng lược đo ngay trong khi sơn còn ướt. Nếu chỉ kiểm tra DFT sau khi khô, các vị trí thiếu chiều dày sẽ phải sơn dặm và gây ra hiện tượng không đồng đều màu sơn cũng như giảm tuổi thọ tổng thể.
5.3. Thi công sai thứ tự các lớp
Mỗi lớp sơn có thời gian “overcoat” tối thiểu và tối đa khác nhau. Sơn lớp tiếp theo quá sớm sẽ gây ra hiện tượng dung môi mắc kẹt; sơn quá muộn (vượt thời gian overcoat tối đa) sẽ làm giảm độ bám dính giữa các lớp. Phải tuân thủ chính xác bảng TDS của nhà sản xuất.
5.4. Không xử lý các vị trí khó (góc, mép, mối hàn)
Các vị trí góc, cạnh sắc, mối hàn là nơi sơn dễ bị mỏng nhất do hiệu ứng căng bề mặt. Cần thi công thêm một lớp sơn lót “stripe coat” trước khi sơn toàn diện — đây là yêu cầu bắt buộc trong các dự án EPC quốc tế nhưng thường bị bỏ qua tại dự án nội địa.
5.5. Lưu trữ sơn không đúng cách tại công trường
Sơn epoxy 2 thành phần có tuổi thọ kho ngắn (thường 6–12 tháng tùy loại), và cần được bảo quản ở nhiệt độ 5–35°C. Tại công trường nắng gắt, sơn để ngoài trời có thể hỏng chỉ sau vài ngày — chủ đầu tư cần kiểm tra kho bãi nhà thầu một cách nghiêm ngặt.
6. Kết luận và đề xuất
Lựa chọn đúng hệ sơn cho kết cấu thép nhà máy nhiệt điện không chỉ là vấn đề kỹ thuật mà còn là quyết định kinh tế dài hạn. Một hệ sơn đúng chuẩn có thể bảo vệ kết cấu 10–15 năm, tiết kiệm hàng tỷ đồng chi phí bảo trì so với việc sử dụng sơn không phù hợp phải sửa chữa sau 3–5 năm.
Khi lập kế hoạch cho dự án mới hoặc đại tu công trình hiện có, ban quản lý dự án và kỹ sư giám sát nên xem xét các yếu tố sau:
- Phân loại đúng môi trường ăn mòn theo ISO 12944 cho từng hạng mục cụ thể
- Lựa chọn hệ sơn 3 lớp phù hợp với cấp độ ăn mòn, không chỉ dựa vào giá
- Yêu cầu chuẩn bị bề mặt tối thiểu Sa 2.5 cho mọi hạng mục công nghiệp
- Giám sát chặt chẽ điều kiện thi công và chiều dày màng sơn ướt/khô
- Kiểm tra chứng chỉ sơn chính hãng từ nhà phân phối uy tín
Tư vấn miễn phí hệ sơn cho dự án nhiệt điện
Azpaints.com.vn là nhà phân phối chính thức các thương hiệu sơn công nghiệp hàng đầu Jotun, Nippon, Joton, Dulux, Kova trên toàn quốc. Với hơn 15 năm kinh nghiệm cung cấp sơn cho các công trình thủy điện, nhiệt điện, khu công nghiệp và dầu khí, đội ngũ kỹ sư của chúng tôi sẵn sàng:
- Khảo sát hiện trạng và phân loại môi trường ăn mòn cho công trình
- Đề xuất hệ sơn tối ưu giữa chi phí và tuổi thọ
- Cung cấp đầy đủ TDS, MSDS và chứng chỉ chính hãng
- Báo giá cạnh tranh cho khối lượng dự án lớn
- Tư vấn kỹ thuật trong suốt quá trình thi công
Liên hệ ngay: 0933 39 6622
Website: azpaints.com.vn
Email báo giá: qnk977@gmail.com